正航儀器整理數控工具幾何精度檢驗3
一、檢驗項目
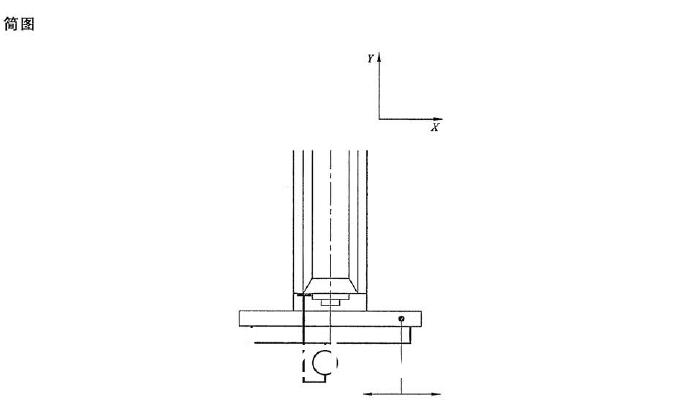
垂直工作臺面對工作臺縱向(X 軸線〉移動的平行度
 二、允差
二、允差
1、普通級
在任意300 測量長度上為0 . 015;
在全長上為0.030
2、精密級
在任意300 測量長度上為0.010;
在全長上為0.020
三、檢驗工具
指示器、專用平尺
檢驗方法〈按GB/T 1742 1. 1-1998 中5. 4. 2. 2. 2. 1)
在垂直工作臺面上沿縱向固定專用平尺。在縱向行程的中間位置固定指示器,使其測頭觸及平尺
檢驗面。移動工作臺在全行程上檢驗。
誤差以指示器讀數的差值計
四、檢驗項目
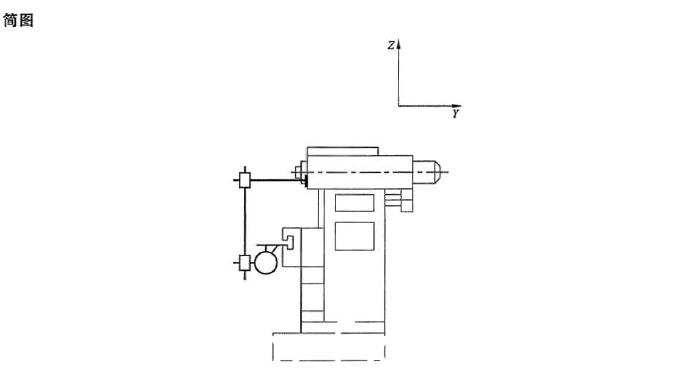
垂直工作臺定位T 形糟下側面對工作臺縱向(X 軸線〉移動的平行度
 五、允差
五、允差
1、普通級
在任意300 測量長度上為0.015 ;
在全長上為0.030
2、精密級
在任意300 測盤長度上為0.012;
在全長上為0.025
六、檢驗工具
指示器
檢驗方法〈按GB/T 17421. 1-1998 中5. 4. 2. 2. 1,5. 4. 2. 2. 2. 1)
升降臺置于其垂向行程的中間位置。
在縱向行程的中間位置固定指示器, 使其測頭觸及T 形槽下側面.移動工作臺在全行程上檢驗.
誤差以指示器讀數的差值計



 掃一掃加客服微信
掃一掃加客服微信
 移動端,掃掃更精彩
移動端,掃掃更精彩